


【全新视界!】L型全铜翅片管厂家直销产品视频,带你领略产品新风尚!
以下是:L型全铜翅片管厂家直销的图文介绍


用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压入的。这种方法因为翅片的压入力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压入是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,安全性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。



韶关建顺金属制品有限公司是长期专注于 降温散热器领域。本公司倡导“专业、务实、高效、创新”的企业精神,具有良好的内部机制。优良的工作环境以及良好的激励机制,吸引了一批高素质、高水平、高效率的人才。拥有完善的技术研发力量和成熟的售后服务团队。我们的宗旨是:“用服务与真诚来换取你的信任与支持,互惠互利,共创双赢!”我公司愿与国内外各界同仁志士竭诚合作,共创未来!



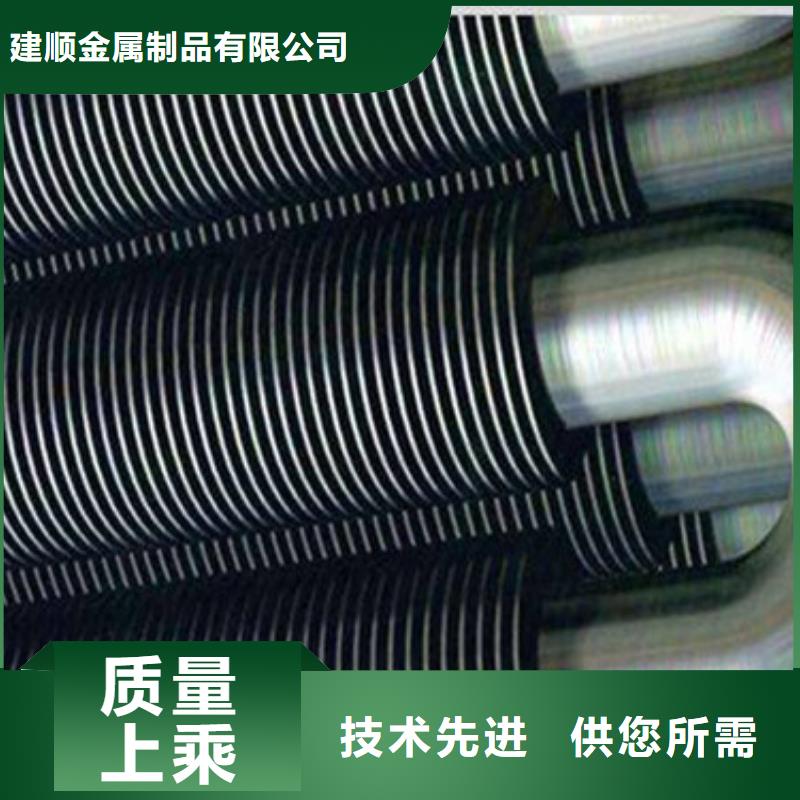
三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理为:在光管内衬一芯棒,经轧辊刀片的旋转 带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管市场上多见为低翅片管,整体型高翅片管其材质多为铝、铜等,一般是冷轧成型。



翅片管常用材料有碳素钢、同城低合金钢、同城不锈钢、同城铜、同城铜镍合金、同城铝合金、同城钛等。此外还有一些非金属材料,如石墨、同城陶瓷、同城聚四氟乙烯等。设计时应该根据工作压力、同城温度和介质腐蚀性等选用合适的材料。如图1所示,换热管在管板上的排列形式主要有正三角形、同城正方形和转角正三角形、同城转角正方形。正三角形排列形式可以在同样的管板面积上排列多的管数,故用得为普遍,但管外不易清洗。为便于管外清洗,可以采用正方形或转角正方形排列的管束。换热管中心距要保证管子与管板连接时,管桥(相邻两管间的净空距离)有足够的强度和宽度。管间需要清洗时还要留有进行清洗的通道。换热管中心距宜不小于1.25倍的换热管外径,常用的换热管中心距间下表。 常用的换热管中心距 mm换热管外径d010121416192025323538455057换热管中心距13~14161922252632404448576472